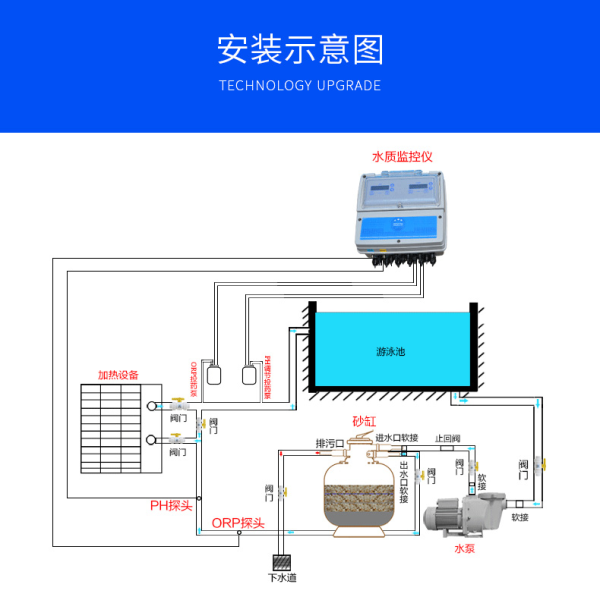
旅游机是一种由封闭在蜗杆内的蜗杆、蜗蜗杆、旋转所组成的细胞,一般在原动机和工作之间的作用,在冶金、有色、煤炭、建材、工程机械及石化等行业的应用。
轮胎加工流程为:下料→加工→调质粗车(全地形至3.2微米→半精车(各种地形)→滚齿→倒角→渗碳→车螺纹渗碳层→淬火+低温回火磨齿(内孔、端面)→钻孔→强化喷丸→加工→成品进库。其低温温度为1 200℃,调工艺为880℃×2h油淬火+530℃× 2.5小时高温回火,半精车∅43mm、∅57mm、∅65mm、∅70mm、∅174mm、∅34.5mm,渗碳淬火工艺为920℃×6h渗碳+830℃×2h油冷火+ 200℃×3小时低温回火,磨齿精细至0.8μm,喷丸覆盖率120%。其断口图2a所示,在等小端(见椭圆区)出现了开裂,小端的尖角区域从体上出现剥落落,断口周边呈圆形,24毫米,宽度8毫米断,见图2b所示,口的是渗碳淬火层。下观察,看2c所示,有白色断口芯部亮点(见椭圆区),从白色突出位置向吹出的路,说明这里就是寻找的纹源,要对这里进行重点2d 是边缘区的形状。从上面可以看到解理,部分表面已经成熟了;图 2e 是图 2b 渗出方块位置的再生碳形态,此处是断口的断口层位置,可显示该处的断口是沿晶+棱棱,说明该处的行为。
对旅游机进行检测,其成分、金相组织、表面形状技术要求,导致齿部出现开裂的主要因素为:(1)深淬硬层技术要求,等经渗碳以后,其齿部分是含碳量减少的共钢,部分是亚共析钢,在油中进行淬火冷却时,表层先冷却,当温度冷却到马氏体转变温度时,表层首先转变成马氏体,体积大,表层材料有形成“膨胀”的倾向,这会对部材料“拖拉”作用,导致部受到拉抗,此时表层材料会向内的压控部材料含碳量降低而有的马氏体转变为温度Mf,随着冷却的进行,当温度控制部马氏体转变为温度Mf时,部停止转变,层材料含有碳量增加,有较低的马氏体转变到了温度下会继续转变,这会导致表层热大的趋势会一直进行,受到的拉力会逐渐增加增加[4]; 齿部有效强化层越多,这种热情越明显,导致孩子从部分开裂的原因(2) 经扫描电镜分析,有深度的源头牙齿的内部,且有特点的O。 、Al、Ca、Na等元素组成的非金属夹杂物[5],这些夹杂物硬度,如Al₂O₃,其莫氏硬度为9,几乎没有变形;这些事件发生的非金属夹杂物会破坏基体组织的外部和持续性,在受到力作用时,高组织的夹杂物不产生变形,其颗粒尖角组织体产生强烈的“切割”作用,这会夹杂物产生的高度膨胀的爆发源[6],再加上自己在不受伤害的拉热,导致从内部扩展,这是开裂的第2个原因。
综上已知,等开裂原因首先是有效的硬化层过深,其次是材料芯部有夹杂物。经过对热处理工艺进行低温,发现她们进行了混装拼炉,导致渗碳时间过长,改进措施是禁止拼炉混装。 补充,发现供应商以降低成本,让本该用特钢的材料规范普材料,导致夹杂物增多,导致早期失效,改进措施是钢特公司,不再允许更换材料。经过上述措施,景观机后的碳层组织为2 M针+A残,硬化层强度为1.9毫米,夹杂物为1.5级,均符合技术要求,能解决了的开裂问题。